Детали одежды скрепляются между собой при помощи швов. Как неожиданно! :)
Разделяют ручные и машинные швы.
Рассмотрим ручные швы, которые особенно незаменимы на начальном этапе изготовления изделия.
Швы выполняются одной или несколькими строчками, и, помимо основной функции, используются также для отделки изделия.
Швы должны быть ровными, с одинаковым расстоянием между стежками, как на лицевой стороне, так и на изнаночной, с равномерно затянутыми нитками.
Виды ручных швов.
1. Наиболее распространенным швом на начальном этапе изготовления изделия является сметочный
.
Его применяют для временного соединения деталей (наметка), создания сборок.
В зависимости от того, с какой тканью вы имеете дело, и для чего используете данный шов, длинна стежков составляет 0,2-5 см.
2. Прокладочный
шов — разновидность сметочного. Его удобно использовать для пометок во время примерки, отметки середины изделия и т. п.
Выполняется на одном слое ткани. Длинна стежков 1-3 см, расстояние между ними 0,5-0,7 см.

Ручные швы. 1 - Сметочный, 2 - прокладочный, 3 - копировальный, 4 - круглый, 5а - переводной шов (лицевая сторона), 5б - переводной шов (изнанка), 6 - стачной, 7 - шов "за иголку".
3. Силки
или копировальный шов
.
Используется для точного переноса контурных линий, контрольных знаков с одной симметричной стороны изделия на другую. Очень удобен, дает отличную возможность абсолютно точно сметывать, совмещать между собой изделия для дальнейшей работы.
Выполняется следующим образом: детали изделия складываются между собой лицевой стороной внутрь. По намеченным линиям, мягкими нитками (лучше хлопчато-бумажными) прокладываются сметочные стежки с расстоянием друг от друга 0,3-1 см.
От простого сметочного шва отличается тем, что нить не затягивают, а делают петельки высотой 1-1,5 см в зависимости от того, какой толщины ткань.
После наметки всего контура, детали изделия раздвигают, и натянувшиеся нитки разрезают по середине.
4. Переводной
шов — разновидность сметочного, применяется для сметывания деталей с фигурными срезами и для подгонки рисунка.
Деталь с подогнутым срезом кладут на лицевую сторону другой детали, наметывают и скрепляют булавками. Обе детали сметывают. Иглу выводят из ткани на нижней детали у сгиба верхней, на нее набирают 2-3 нити на сгибе верхней детали.
Расстояние между уколами 0,2-0,5 см. Детали вторично сметывают с изнаночной стороны по стежкам и прострачивают.
5. Для обработки края деталей (оборок, воланов и т.д.) используют круглый
шов.
Срез отгибают в сторону изнанки на 0,3-0,5 см, набирают 2-3 нити ткани около подогнутого среза и 2-3 нити на сгибе.
Не обязательно затягивать нить после каждого стежка, для ускорения работы можно делать это после 30-45 стежков. Плотность шва — 3 стежка на 1 см.
6. Стачной
шов — напоминает машинную строчку.
Применяется для постоянного соединения деталей в тех местах, где машинная строчка невозможна, или в тех случаях когда требуется получить шов повышенной растяжимости.
Промежутка между стежками нет. Шьют сверху вниз. Расстояние между входом и выходом иглы 0,1-0,7 см. Укол делают в место выхода предыдущего стежка. Требует достаточно опытной руки.
7. Шов «за иголку»
(разметочный).
Выполняют также, как и стачной, но между стежками оставляют расстояние. Укол иголкой делают на половине расстояния между входом и выходом предыдущего стежка.

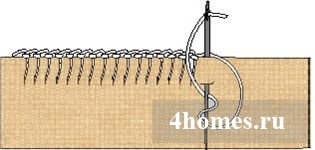
8. Обметочный шов служит для предотвращения осыпания на краях ткани.
Существует несколько видов обметочного шва:
— Косой
, делается через край. Снизу вверх строчку прокладывают справа налево. На 1 см — 2-3 стежка.
— Крестообразный
, похож на косой. Как и в косом, иглу вводят сверху вниз, но только по двум направлениям. Нить при этом не открывают и изделие не поворачивают.
— Петельный
. Им обрабатывают срезы в сыпучих тканях. Иглу вводят сверху вниз, нитка предыдущего стежка лежит под иголкой. Строчку прокладывают слева направо.
Плотность шва 2-3 стежка длиной 0,4-0,6 см на 1 см ткани.
9. Подшивочный
шов применяется для подшива края детали изделия.
Для того что бы использовать этот шов, необходимо подготовить срез изделия. Сначала подгибают весь припуск на подгиб, и приметывают на расстоянии 0,5-1 см от сгиба сметочным швом. Потом уже подшитый срез еще раз подгибают на 0,5-1 см и приметывают на расстоянии 0,2-0,3 см от второго сгиба. Срез приутюживают.
Есть несколько видов подшивочных швов:
— Простой (открытый)
. На сгибе иглой захватывают 2-3 нити основной детали, прокалывают под сгиб и выводят иглу с другой стороны (проталкивают).
— Потайной
. Припуск на подгиб отгибается на лицевую сторону, на изнанке остается 0,2 см подогнутого среза. Нитку закрепляют в припуске на подгибе изделия, под сгиб подшиваемого края вводят иглу, а при выходе набирают не менее 2-3 нитей основного изделия.
Строчка идет справа налево, нитка туго не затягивается. На 1 см ткани 2-3 стежка вполне достаточно.
— Фигурный или крестообразный
.
Применяется при использовании плотных несыпучих тканей (пике, коверкод, шотландка, репс, твид, бязь и других). Может использоваться и как отделочный шов.
При шитье иголку ведут слева направо и снизу вверх. Срез оставляют открытым, ткань подгибают только на припуск. Первый укол делают в основную ткань около среза, 2-3 нити набирают на иглу так, чтобы не проколоть лицевую сторону! Второй укол за припуск на подгиб. На 1 см ткани достаточно 2-3 стежка, длинна стежка 04-07 см.
10. Кроме тех швов, которые служат утилитарным целям: закрепляют, наметывают и т.д., есть еще швы, которые помогают сделать готовую вещь более привлекательной — отделочные швы
.
Самые распространенные из них петельный
, тамбурный
, елочка
, крестик
, козлик-крестик
, мережка
, «монашка» (треугольник)
.

Отделочные швы. а - петельный, б - тамбурный, в - елочка, г - крестик, д - козлик-крестик, е - мережка, ж - "монашка".
Хочу пояснить один шов — «монашка», все остальные более просты в исполнении и приведены на рисунке.
«Монашкой» закрепляют складки, карманы, строчки, разрезы. Наметкой наносят контур равностороннего треугольника. Первый стежок делают из одного угла у основания треугольника в его вершину, второй — из вершины в третий угол, следующий — из третьего угла в первый рядом с исходной точной шва и так далее.
Стараются, чтобы нить везде была натянута одинаково. Постепенно заполняется весь треугольник.
Для прочности с изнанки пришивают кусочек прокладочной ткани.
Вот практически и вся теория о ручных швах. О машинных швах можно узнать из статьи « ». Не пропустите!
Время от времени неплохо менять вид деятельности. Попробуйте, например, свои силы в вязании! А все необходимое можно найти на этом сайте:
1001 узор — полный каталог узоров для вязания спицами и крючком. Вязаные модели для всех возрастов. Вязаная мода для полных.
Извините, комментирование приостановлено.
Схематическое изображение цветов:
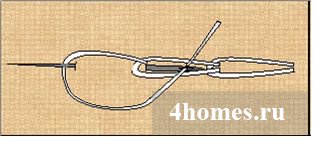
Строчечный шов (шов «назад иголку»):

Сдвоенная строчка наиболее крепкая из всех видов ручных швов, она напоминает машинный шов.
Сдвоенная строчка справа налево.
1. Сделайте два стежка, начиная от края, а затем вернитесь на один стежок назад.
2. Необходимо соблюдать расстояние – насколько Вы «возвращаете» иглу назад, такой же стежок необходимо сделать вперед.
3. Продолжайте шить до конца.
4. Закрепите шов, сделав два стежка на месте.
Обметочный шов:

Обметочный шов может быть использован для обработки края (чтобы ткань не крошилась) или в качестве декоративного шва, если делать его контрастными по цвету нитками.
1. Сделайте несколько стежков строчечного шва.
2. Вставьте иглу в ткань, отступив примерно 6 мм от края, острие иглы направлено в противоположную от края ткани сторону.
3. Поместите иглу в образовавшуюся петлю и затяните, чтобы образовалась петля на краю ткани.
Петельный шов:
Эта строчка хорошо обрабатывает края, которые осыпаются, и используется для изготовления петель или шитья на машинке. Длины стежка может быть больше или меньше.
2. Закрепите нить несколькими стежками.
3. Вставьте иглу в ткань возле края. Оберните конец иглы нитью.
4. Вытяните нить так, что узел оказался на краю ткани.
Потайной шов:

Этот вид ручных стежков используется для крупных кусков материи или для сшивания неровных краев.
1. Строчка делается справа налево.
2. Закрепите край ткани несколькими стежками. Сделать стежок по диагонали справа налево, затем, направляя иглу влево, сделайте маленький стежок на втором полотне.
3. Продолжайте шить, переходя от одного полотна к другому.
4. Старайтесь сильно не стягивать полотна между собой.
Петельная цепочка:
Это декоративная строчка, которая может быть использована для формирования прямых или изогнутых линий. Шов делается на лицевой стороне справа налево.
1. Сделайте узел на конце нити и воткните иглу так, чтобы узел был с изнаночной стороны, а игла – с лицевой.
2. Воткните иглу в то же самое место и сделайте маленький стежок.
3. Поместите петельку из нити под острие иглы и протяните иглу через нее. Не затягивайте нить слишком плотно.
4. Повторяйте шаги 2 и 3, при этом следующий стежок начинайте внутри последнего.
5. Чтобы закончить строчку, вытяните иглу с нитью на изнаночную сторону и сделайте узелок, зацепившись на последний стежок.
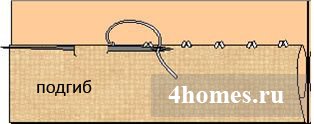
Подшивочный (простой) шов:

Этот вид строчки практически незаметен с лицевой стороны изделия.
Работа справа налево одной нитью.
1.Сделайте узелок на нитке и закрепите ее с изнаночной стороны.
2.Немного подогните край изделия и закрепите его, сделав стежок через край.
3. Продолжайте шить, захватывая при этом сложенный край и основной материал.
Подшивайте край так, чтобы стежки были как можно меньше, тогда они будут практически незаметными.
4. Закрепите нить узелком с изнаночной стороны.
Стежок «Елочка» (зигзагообразный шов):

Эта строчка обрабатывает край подола и в то же время присоединяет его к ткани. Он используется на плотных тканях, которые чересчур толстые для того, чтобы делать двойной подгиб края.
1. Шов делается слева направо.
2. Закрепите нить несколькими стежками на месте по краю подола.
3. Сделайте длинный диагональный стежок слева направо через необработанный край и основное полотно, вернитесь назад, сделав стежок длиной примерно 6 мм через основное полотно.
5. Перенесите иглу вправо и сделайте еще один диагональный стежок, направляя нить слева направо, так, чтобы зацепить подол.
6. Все стежки должны быть примерно одинакового размера.
Ступенчатый шов:

Ступенчатый шов или потайной подшивочный шов – способ соединения двух полотен пестрой ткани, когда шов будет проходить именно по рисунку.
1. На одном куске материи подогните припуск на шов и положите ткань сгибом на второй кусок, точно на то место, где будет располагаться шов. Рисунок при этом должен точно совпасть.
2. Шов делается на лицевой стороне ткани справа налево.
3. Закрепите нить, введите иглу во второй кусок материи, после этого проведите иглу с нитью через подогнутый срез, сам стежок будет располагаться вертикально. Не затягивайте нить слишком сильно.
4. Повторяйте шаги 2 и 3.
5. Чтобы закончить шов, выведите иглу на изнаночную сторону и закрепите ее за стежок.
6. Вставляйте иглу точно напротив того места, где будет стежок, чтобы сформировать петельный шов. Не затягивайте нить слишком сильно.
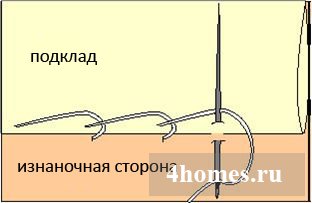
Пришивание подклада:
1. Положите материал изнаночной стороной вверх на плоскую поверхность.
2. Положение подклад лицевой стороной вверх.
3. Сколите обе ткани вместе по центру.
4. Делайте небольшие стежки, захватывая 1-2 нити материи, а вытягивая нить, захватите 1-2 нити второго куска материи.
5. Делайте маленькие стежки, формируя строчку с вертикально расположенными стежками.
6. Закрепите узлом с изнаночной стороны.
Челночный стежок:
Эта строчка используется для прикрепления подкладки и второго слоя материи к ткани или занавескам, покрывалам и ламбрекенам, где есть определенное количество слоев ткани. Обычно высота стежка занимает половины высоты на одном и половину высоты на другом полотне.
1. Положите подклад с изнаночной части материала и закрепите его.
2. Делайте одинаковые диагональные стежки через край. Не затягивайте нить слишком туго.
3. Воткните иглу в ткань на расстоянии примерно 5 мм вправо от предыдущего стежка, формируя петлю.
4. Сколите иглой оба куска ткани.
5. Сделайте небольшой стежок захватив 1-2 нити основного материала и вытяните иглу через образованную петлю.
4. Делайте шов, захватывая только несколько нитей на лицевой стороне основного материала, в конце закрепите нить узлом с изнанки.
Шов через край:

Ручной шов через край – это способ обработки краев сыпучего плотного материала. Длина стежка регулируется в зависимости от сыпучести ткани.
Начните с нескольких стежков на месте.
1. Делайте диагональные стежки через край, стараясь, чтобы они находились на одинаковом расстоянии и имели примерно одинаковую высоту. Не затягивайте нить слишком плотно.
Сметочный шов:

Этот шов используется для сметывания деталей изделия.
1. Закрепите нить несколькими стежками на месте, делайте небольшие стежки, вкалывая иглу в ткань справа налево. Старайтесь делать одинаковыми стежки и интервалы между ними.
Потайной шов:
Шов используется для подшивания двойного подола.
1. Шов идет справа налево, сами стежки располагаются внутри сгиба.
2. Игла движется в основном внутри загнутого края, а сами стежки захватывают лишь несколько нитей подола и основного материала.
3. Вставьте иглу в подол, сделайте стежок, выведите ее на поверхность и сделайте стежок.
Точечный шов:

Эти крошечные, почти невидимые стежки используются для поддержания формы складок.
1. Сами стежки располагаются внутри складок, а на поверхности видны тольео маленькие строчки.
2. Игла вставляется в толщу складки (на конце нити должен быть узелок). Выведите иглу наружу в том месте, где необходимо закрепить складку.
Наметочный шов (Сметка):

Ручной стежок , который используется, чтобы придать ткани необходимое положение, то, которое необходимо сохранить после зашивания. Аналогичен выполнению сметочного шва, но стежки немного длиннее.
1. Работа идет одной или двумя нитями с узелком на конце. Шов выполняется поочередным вкалыванием иглы в лицевую и изнаночную строну.
2. Чтобы закончить шов, сделайте 1 стежок на месте.
3. Для удаления наметки просто отрежьте узел и потяните за нить.
Сварные металлические соединения относятся к основным методам скрепления конструкций, использующихся в быту и производстве. Это весьма надежный метод получения единой конструкции, который еще и относительно дешевый.
Скрепления данного типа образуются путем расплавления металла в области соединения и последующей его кристаллизацией при остывании. Их качество зависит от правильного выбора режима работы электросварочного аппарата, электрода, шовного провара. Это регламентируется действующими нормами, а также стандартами. В них указаны все виды сварных швов, а также типы стыков и их характеристики.
Многочисленные металлы имеют собственные особенности сварки, отличающиеся условия выполнения работ, требования к выполнению скреплений. Для них применяются соответствующие разновидности электросварных соединений. При сварке металлических элементов используются основные виды электросварочных скреплений, о которых далее.
Сварочные соединения подразделяются на несколько разновидностей, зависящих от их признаков. Классификация сварных швов охватывает весь спектр их использования. По внешнему параметру они бывают:
По типу исполнения они встречаются односторонними, а также двухсторонними, по количеству проходов электродом: однопроходные, двухпроходные. Кроме того, существуют однослойные способы провара и двухслойные.
По протяженности шовные скрепления бывают:
Разделение по пространственному расположению:
По вектору силового воздействия:

По назначению и функциям электросварочные провары бывают прочными, а также прочно-плотными, герметичного исполнения. По ширине их различают на ниточный тип, не превышающий диаметр электросварочного электродного стержня и уширенные, выполняющиеся с помощью колебательных движений при сварке в поперечном направлении.
Для упрощения понимания классификации и применения тех или же иных разновидностей, составлена специальная таблица.

Все типы швов имеют строгое обозначение по ГОСТ. На чертежах используются специальные значки, которые содержат полную информацию о типе скрепления и его способе выполнения. Для тех, кто думает всерьез заниматься сварочными работами на профессиональном уровне следует дополнительно изучить чертежные обозначения сварных скреплений.
В зависимости от используемого материала, толщины, а также конструктивных особенностей используются различные типы сварных швов. Для этого необходимо пройти необходимую теоретическую подготовку. Это позволит лучше понимать специфику сваривания деталей и избежать брака в работе. Начинающие сварщики зачастую недостаточно проваривают участки соединений, что влияет на слабое механическое сопротивление стыков. Выбирая правильные режимы работы и виды сварки, можно получить сварочные швы достаточной прочности, а также качества. Подготовка сварщика заключается не только в практических занятиях, но и в теоретической подготовке с изучением требований, норм и правил, а также включая типы сварочных соединений и используемое оборудование. Знание принципов использования тех или же иных электросварочных скреплений, техники их получения, стыки будут получаться весьма крепкими и долговечными.
Данный вариант соединений является наиболее используемым среди прочих разновидностей видов швов сварки. Это стыковое сваривание используется на торцевых участках, трубах или же на листовых конструкциях. Для его получения затрачивается минимальное количество времени, материала и усилий. Эти стыковые скрепления имеют некоторые особенности швов. На тонколистовом металле сваривание проводится без скоса кромок.
Изделия с большой толщиной участков соединений требуют предварительной подготовки стыков, заключающееся в их скашивании для увеличения глубины сварочного проваривания. Это необходимо при толщине металлических изделий свыше 8 мм и до 12 мм. Более толстые участки необходимо соединять двусторонней сваркой с предварительным скосом кромок. Стыковое сваривание выполняется чаще всего на изделиях в горизонтальной плоскости.

Эти разновидности электросварочных соединений выполняются как обычная буква «Т». Они соединяют предметы одинаковой или же различной толщины, от чего зависит ширина сварочного шва. Кроме того, данные типы используются одно- или двусторонними, на что влияют особенности скрепления. При работе с металлическими элементами различной толщины электрод удерживается в наклоненном положении под углом порядка 60 градусов. Процесс сварки можно значительно упростить, воспользовавшись прихватками, а также свариванием «в лодочку». Данный способ существенно снижает возникновение подрезов. Тавровый шов накладывается за один сварочный проход. Помимо ручной дуговой сварки, для данного типа широко используются автоматические электросварочные аппараты.

Данный способ используется для сварки листового металла при толщине до 12 мм. Соединяемые участки накладываются внахлест и провариваются вдоль стыков с обеих сторон. Нельзя допускать попадания влаги во внутреннюю часть свариваемой конструкции. Для усиления скрепления выполняется полная проварка по периметру.
При данном сваривании формирование соединительного стыка происходит между торцом одного изделия и поверхностью другого. При этом виде сварочных швов и соединений увеличивается расход материалов, что необходимо учитывать заранее. Перед началом работ следует выровнять листовые конструкции и позаботиться об их хорошем прижатии между собой.

К данным соединениям относятся скрепления элементов, выполненные под некоторым углом друг к другу. Для них характерно использование предварительных скосов для обеспечения наилучшего провара шва. Это позволит увеличить глубину сварочного соединения, что повысит надежность конструкции. Для усиления прочности используется двустороннее сваривание металлических изделий, при этом не допускаются зазоры в соединяемых кромках. Эти типы электросварных швов характеризуются повышенным использованием объема наплавленного металла.

Сваривание потолочным швом, шов которого располагается над сварщиком, относится к наиболее трудным видам выполнения электросварных работ. Он наносится прерывистой сваркой при небольшом значении силы электротока. Вертикальные и потолочные соединения весьма трудные, поэтому не все сварщики могут их выполнять с достаточным качеством. Они используются в местах, где нет возможности изменить положение свариваемых конструкций. Это трубы, разнообразные металлические сооружения, а также потолочные балки и швеллеры на строительных площадках. Специфику выполнения потолочных швов, видео с которыми объяснит нюансы, можно освоить на постоянной практике.

Изучив многочисленные виды и методы получения соединений путем сварки, необходимо ознакомиться с геометрией соединений, в чем помогут фото сварочных швов.
К основным параметрам шовного стыка относится его ширина – е, толщина сварки – c, выпуклость – q, зазор – b, глубина проваривания – h, а также толщина свариваемого материала – S.
Для угловых соединений используются следующие обозначения: выпуклость – q, толщина – a, катет – k и расчетная высота – p.
Различные способы нанесения сварочных швов, многочисленные их виды, а также параметры подготовленных кромок влияют на объем использования наплавленного и основного металлов. Его количество может заметно отличаться при изменении любых расчетных значений.
Виды сварочных соединений характеризуются коэффициентом формы, который высчитывается отношением ширины к толщине шовного соединения. Для стыковых скреплений данный параметр находится в пределах 1,2-2 (граничные значения – 0,8-4). Коэффициент выпуклости рассчитывается отношением ширины к выпуклости, величина которого должна быть от 0,8 до 4.
Сваривание металлических материалов под углом относительно друг друга требует точного соблюдения геометрии шва. От качества сварки, соблюдения требуемых параметров напрямую зависит надежность соединения, а также его долговечность пользования.

От качественного выполнения электросварного скрепления зависти дальнейшая эксплуатация конструкции. Разнообразные дефекты значительно снижают прочность и уменьшают период использования изделия. Для недопущения брака, а также предотвращения аварийных ситуаций применяются различные виды контроля сварных швов. К ним относится внешний осмотр, который может на визуальном уровне определить нарушения, их виды, а также использование специального оборудования для определения скрытых дефектов сварных швов.
Способы контроля подразделяются на не разрушаемые и разрушаемые. При использовании первого метода прочность сварного соединения определяется без изменения его внешнего вида, параметров. Разрушаемые способы применяются при массовом выпуске конструкций, использующих однотипные электросварочные работы. Это предоставляет возможность с высокой точностью выявлять внутренние нарушения сварочных скреплений.
Шить одежду вручную давно уже не выгодно. С помощью швейной машинки это происходит быстрее и качественнее. А разные виды машинных швов позволяют сделать изделие максимально прочным. Оно хорошо переносит не только длительную эксплуатацию, но и частые стирки. Главное - знать, в каком случае как надо шить.
Еще в школе дети изучают разнообразные машинные швы. 7 класс даже разбирается на практике, как их выполнять с помощью швейной машинки.
Все швы делятся на три вида: соединительные, краевые и отделочные. Соединительные швы предназначены для того, чтобы скреплять между собой разные части будущего изделия. Такие считаются базовыми. Есть, конечно, среди них и совсем необычные, но они используются крайне редко.
Краевые швы призваны оформлять края изделия, чтобы они не растрепывались и не портили Они настолько же важны, как и соединительные. Хотя и есть некоторые техники, когда края оставляют не обшитыми. Но это частные случаи.
Отделочные швы редко соединяют части изделия или оформляют его края. Они призваны декорировать и создавать необычные эффекты. Отделочные швы машинные находятся где-то посередине между вышивкой и обычным швом.
В специальной литературе терминология машинных швов довольно обширна, а порой и немного синонимична. Один и тот же шов может иметь несколько названий, но технология его исполнения от этого не меняется.
Портные выделяют такие основные виды швов:
Как видим, машинные швы очень разнообразны, и применяются они под конкретные задания. Для того чтобы они имели максимальную эффективность, необходимо правильно соблюдать технологию их выполнения.
Основные машинные швы, которыми соединяют детали швейных изделий - стачные и обтачные. По сути, это варианты одного шва, применяемые в разных целях.

Стачной шов основывается на ниточной соединительной строчке. При этом ширина самого шва напрямую зависит от качества и свойства ткани, а также от целей использования изделия. Шириной называют расстояние от края детали до строчки.
Его технология выглядит так: детали изделия складываются лицевыми сторонами друг к другу и прошиваются на определенном ранее расстоянии от края. Далее срезы можно разутюжить, то есть разложить на разные стороны и пригладить утюгом, либо заутюжить в одну сторону или на ребро.
Для воротников, хлястиков, клапанов карманов и манжет уместнее использовать обтачной шов. Сначала изделие прострачивается стачным швом. Потом с лицевой стороны необходимо изделие выметать так, чтобы получился небольшой кант - шириной 1-2 мм. Но это не аксиома. К примеру, обтачной шов может быть до 8 мм, если это осыпающаяся ткань. Таковы виды машинного шва, являющиеся основными для портных.
Это очень прочный и надежный шов. Его видел каждый, у кого дома есть джинсы. А они есть у всех. В любом пособии вы найдете разные виды машинных швов, таблица которых всегда содержит и несколько разновидностей запошивочного (джинсового). Его преимущество еще и в том, что он одинаково красиво смотрится как с лицевой стороны, так и с изнаночной.

Технология его изготовления понятна и сравнительно проста. Складываем две детали лицевыми сторонами внутрь. При этом нижняя должна выступать на расстояние около 1 см из-под верхней. Прострачиваем детали между собой на расстоянии около 7 мм от края верхней. Первый этап работы над швом завершен.
Нижний срез изделия необходимо подогнуть до самой строчки и накрыть верхним слоем ткани. Перевернув изделие на другую сторону, прострачиваем складку на расстоянии 1-2 мм от ее края с обеих сторон. У нас выйдет складка с двумя параллельными строчками, которые одинаково выглядят как с лицевой стороны, так и с изнаночной.
Накладные швы широко применяются при соединении карманов или кокеток с изделием. Они имеют среднюю степень прочности. В то же время нуждаются в высоком уровне мастерства швеи, поскольку неровная строчка испортит внешний вид изделия.
Этот шов бывает двух видов: с открытым и закрытым краем. Для закрытого края деталь предварительно проглаживается и наметывается, чтобы облегчить работу с ней. Технология выполнения шва проста. На заранее намеченное место накладывается необходимая деталь и пришивается обычной или декоративной строчкой. Место пришивания хорошенько разглаживается.

Расстрочный шов относится к соединительно-декоративным. Он выполняется на основании стачного шва. Его ширина должна быть немного больше, поскольку с изнаночной стороны края шва разглаживаются и прошиваются параллельно основному. Расстояние при этом может быть любым. Главное, соблюсти два важнейших условия:
1) швы должны быть строго параллельны относительно середины;
2) расстояние от центрального шва к боковым должно быть идеально одинаковым.
Иначе весь декоративный эффект исчезнет, а будет только неаккуратное изделие.
Немаловажно для любого изделия правильно отделать его края. В промышленных целях и у профессиональных портных для этих целей есть оверлок. Эта машина позволяет так обшить край, что он никогда уже не рассыплется. Но внешне это выглядит не очень аккуратно. Поэтому видимые края поддают дополнительной обработке.
В этих целях используют как подгибание ткани, так и ее окантовку. Это зависит от вида и структуры материала, с которым работает мастер. Также эксплуатационные характеристики накладывают свои особенности на обработку краев.
Чаще всего используют разнообразные швы в подгибку и окантовочные машинные швы. 7 класс в школах разбирает технологии основных из них. Поэтому каждой женщине примерно известно, как они выполняются и когда их лучше применять.

Иногда для придания большего декоративного эффекта можно объединять их с отделочными швами или декоративными строчками.
Самые распространенные виды машинного шва для отделки края изделия - это разнообразные швы в подгибку. Начнем с самого простого - с открытым краем. Берем изделие и проглаживаем его края на изнаночную сторону. После этого прошиваем обычной или декоративной строчкой на расстоянии 5-7 мм от изгиба. Если имеем дело с осыпающейся тканью, то ее лучше сначала оверлочить. Этот вид шва используется, чтобы не утяжелять низ изделия. Но край всегда подвержен растрепыванию.
Двойной шов позволяет спрятать необработанный край внутрь. Для этого сначала проглаживаем край в направлении изнанки, а потом подгибаем и еще раз проглаживаем, пряча край внутрь. После этого прошиваем шов таким образом, чтобы прострочить оба слоя. Такой шов получается более надежным, но и объемным одновременно, что не очень хорошо для легких изделий.
Еще один вариант в подгибку - двойной шов прострачивается дважды, за 2-3 миллиметра от места нижнего изгиба, и такое же расстояние отступаем от верхнего внутреннего подгиба. Такой встречается в основном в брюках и джинсах, которые больше всего подвержены изнашиванию.
Для горловины и низа рукавов в блузах порой нужна кардинально другая технология. Машинные швы здесь должны быть легкими и с минимальными рубцами, чтобы не натирать кожу. В таких случаях используются окантовочные швы.
Выполнить их без предварительной наметки довольно сложно, поскольку швее приходится следить за тремя краями. При этом кант подгибается внутрь, что существенно усложняет процесс.
Кант - это лоскут ткани, которым закрывается внешний край изделия. Его подбирают такой длины, чтобы хватило на отделку по всему периметру. С обеих сторон окантовочный лоскут проглаживается в направлении изнаночной стороны. Далее приметывается к изделию и прострачивается максимально близко к краю.

Немного усложненным вариантом выступает предварительная сборка края изделия в складки. В таких случаях кант просто необходим для того, чтобы добавить долговечность изделию. Но застрочить его намного сложнее, чтобы складки имели равномерный характер.
Пошить изделие - не проблема. Намного сложнее сделать его красивым, изящным и модным. Для этих целей существуют разные виды машинных швов. Таблица декоративных строчек всегда идет в комплекте к швейной машинке. Их использование уже существенно оживит изделие. Но можно прибегнуть и к более профессиональным способам. Для этого нужно проявить немного фантазии и швейного мастерства.
По сути, все декоративно-отделочные швы основываются на соединительных и краевых. Просто в их исполнении используются не совсем специфические для них приемы. Какие именно, рассмотрим ниже.
Все мы знаем, что, к примеру, блуза состоит из двух передних полочек и спинки. В этом нет ничего особенно декоративного. Чистая классика и скукота. Но те же полочки можно выкроить из двух и более деталей, а для их соединения использовать разные виды машинных швов, схемы которых мы рассмотрели выше.

Добавим немного "хулиганства" в манжетах. Пошьем их накладным швом, да еще и из нескольких лоскутов. При этом края последних немного растрепаем, как будто это небольшие заплатки. Конечно, такой прием получится лишь с натуральной тканью, которая практически не осыпается. Но это показывает главный принцип отделочных швов - не бойтесь экспериментировать.
Чтобы выполнять основные виды машинных швов, достаточно бытовой швейной машинки. К тому же в наборе с современными моделями часто идут дополнительные лапки и насадки, которые облегчают этот процесс. Некоторые из них даже позволяют выполнять небольшие вышивки, что немаловажно в процессе декорирования изделий.
В то же время некоторые мастерицы говорят, что ни одна современная модель не может сравниться с классическими советскими машинками. Это свидетельствует о том, что для качественной работы достаточно мастерства и немного профессиональной интуиции.
Для изготовления изделий из декоративных тканей особенно важно использовать различные специфические машинные или , которые обеспечат хорошее качество, привлекательный вид и долговечность. Выбор подходящего шва для соединения деталей из материи имеет при этом большое значение. Самые распространенные швы — двойной (французский), стачной, накладной запошивочный. Заранее обдумайте, какой шов лучше подойдет для внешнего вида и цели вашего изделия.
Стачной шов — самый простой и универсальный способ соединения основных деталей из ткани. Прежде чём шить на машине, всегда скалывайте и сметывайте детали. Чтобы аккуратно обработать выпуклые и вогнутые срезы и углы, обравнивайте их и обрезайте. На углах срезайте треугольник материи, а вдоль изогнутого среза делайте надрезы или зубчики.
Сколите и сметайте детали, положите на машину под иголку, прижмите лапкой. Закрепите нитку в начале шва, прошив вперед и назад около 1 см несколько раз. Шейте вдоль края рядом с линией сметывания; в конце закрепите нитку так же, как в начале шва. Удалите наметку, разутюжьте шов. Используя новый материал, сначала проверьте на небольших лоскутках, как идет шов, и отрегулируйте, если нужно, длину стежков, давление лапки, натяжение ниток, соответствие иглы и ниток данной ткани.
На углу срежьте треугольник с обрезного края ткани после соединения деталей стачным швом. Между швом и срезом оставьте расстояние около 6 мм, иначе детали могут разъехаться при выворачивании на правую сторону.
По выпуклому краю соединяемых деталей вырежьте зубчики — так ткань станет легче и не будет деформироваться. По припуску вогнутого края сделайте надрезы, чтобы ткань не морщила. Будьте внимательны, не надрезайте ткань слишком близко к шву.
Обрезные края деталей должны быть заделаны для предохранения их от осыпания. Этот процесс называется обметыванием. Особенно важно обработать края изделий длительного или интенсивного пользования. Обметать края ткани можно различными способами: обметочным (обкидным), запошивочным, петельным швом, подрубочным «зигзагом», косой бейкой или просто ножницами с зубчатыми лезвиями.
Самым простым способом обметывания обрезных краев является машинная обработка зигзагом. Хороший способ — обшивка косой бейкой, которая скрывает обрезные края. Двойной французский или ложный запошивочный швы тоже позволяют скрыть необработанные края, но для последнего нужна лишняя ткань на подгибку. Когда видна обратная сторона изделия и швы, стоит применять двойной французский шов.
Установите на машину приспособление «зигзаг» и уложите необработанный край под иголку. Закрепите нитку, прострочите зигзагом как можно ближе к краю; закрепите конец нитки.
Ровными стежками прошейте край материи с изнаночной стороны на лицевую. Не стягивайте нитку, чтобы край не морщил.
Сложите край косой бейки с краем обрабатываемый ткани. Приколите, приметайте и прошейте на машине. Загните бейку через край ткани, прострочите через все слои.
Припуски на швы должны быть шириной 2,5-3 см. Обрежьте один край после соединения стачным швом до 0,5 см, наложите и подверните под него сверху широкий край. Заколите булавками, приметайте и прошейте вдоль загнутого края.
Специальные ножницы с зубчатыми лезвиями режут материю, оставляя зубчики. С их помощью можно быстро и легко обработать край, но такая обработка не очень надежна, поэтому ее нужно применять только для внутренних швов.
Это прочный, аккуратный шов, не требующий дополнительного сметывания по лицевой стороне материи. Однако его можно применять только для стачивания прямых краев деталей; припуск на шов должен быть не менее 1,5 см. Это идеальный шов для изделий и легких, прозрачных тканей, когда видны обе их стороны.
Ложный запошивочный шов применяют там, где нужно крепкое плоское соединение, например для обивочного и портьерного материала. Шов виден на правой стороне материала.

Стежка придает не только объемность прокладке, но и декоративный вид всему изделию. Прокладку кладут между слоями материи, как на рисунке, простегивают, края зашивают. Другой способ: приметайте прокладку к изнаночной стороне одной детали и сложите обе детали лицевой стороной вместе. Сшейте их с трех сторон, выверните и зашейте четвертую сторону потайным швом.

Эта публикация размещена в категории с тегом .

")





